填料属于易损件,到了规定的使用时间或填料损坏,不宜修理,应予更换。
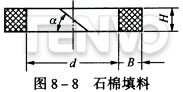
1.填料切制的型式和尺寸。油库使用的阀门大多数采用填料函密封。填料函使用石棉填料,其型式见图8-8,其尺寸见表8-1。
| d | B | H | a | 展开长度 | d | B | H | a | 展开长度 |
| 8 | 3 | 3 | 30°或45° | 35 | 36 | 8 | 8 | 30°或45° | 139 |
| 10 | 41 | 40 | 151 | ||||||
| 12 | 4 | 4 | 51 | 44 | 10 | 10 | 170 | ||
| 14 | 57 | 50 | 189 | ||||||
| 16 | 5 | 5 | 66 | 55 | 205 | ||||
| 18 | 73 | 60 | 220 | ||||||
| 20 | 6 | 6 | 82 | 65 | 236 | ||||
| 22 | 88 | 70 | 13 | 13 | 261 | ||||
| 24 | 95 | 75 | 16 | 16 | 277 | ||||
| 26 | 8 | 8 | 101 | 80 | 293 | ||||
| 28 | 114 | 90 | 333 | ||||||
| 32 | 126 |
2.填料的切制
填料切制方法分为手工、工具、机械三种。在此着重介绍手工制作方法。
手工切制填料应在工作台或木板上进行,工作台面应清洁干净,切制时,不允许用加工錾子和一般锯条来切割填料,填料也不允许扭曲。手工切割填料中,在油库较为普遍存在着一种用填料样板,照样切割的毛病。用这种方法切制填料角度和长度各不相同,安装后密封性差,容易渗漏,是填料密封渗漏的主要原因之一。
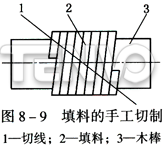
正确的切制方法是用一根与阀杆同径的木棒,将填料缠绕在木棒上,切制的角度为30℃或45℃,见图8-9。切制刀具应当薄而锋利,一般不超过O.5mm厚度,双刃口,最好刃口上带有细齿。用这种加工方法加工的填料角度和长度相同,密封性能好。