1.前言
2008年,在对某地液化天然气(LNG)接收站项目进行管道安装监检中发现,从国外进口的一批低温不锈钢截止阀,在与管道对接焊接后,经射线检测发现,焊缝靠近阀门侧的热影响区和母材区域发现大量的条形和圆形缺陷。本文就缺陷产生的原因,进行一些粗浅的分析。
2.问题的提出
该液化天然气(LNG)接收站项目属于国家重点工程,建设单位、安装单位、监理单位的人员和资质均符合国家相关规定。其中焊接和无损探伤是整个工程质量控制的关键所在,故在项目正式开始前就分别制订了详细、完整的焊接和无损探伤工艺规程,相关的作业人员也进行了严格的培训和考核。
该工程中涉及的低温不锈钢管道,材料为304L,介质为液化天然气,设计压力1.85MPa。项目中规定的主要阀门的设计、制造标准为:ASME B16.25对焊接头、ASME B16.34法兰和对焊端面阀门、BS 1873钢制截止阀和止回阀(法兰和对焊端)等。
根据资料审核和现场查看,该批从国外进口的阀门为低温不锈钢截止阀,规格型号为6”—150Lb和8”—150Lb,材料为CF8,总数量为73台。阀门在进入现场前经过业主验收,厂家提供了阀门质量证明书,同时进口产品的商检也符合要求。安装单位在安装前也对这批阀门外观进行了检查,并按GB50235—97《工业金属管道施工验收规范》中的要求,对阀门进行了5min压力为3.0MPa的水压强度试验和压力2.0MPa的密封性试验,均合格。
在确认阀门和管材均为合格产品后,根据工程进度安排,对管材和阀门进行了组对焊接。焊接完成后,对焊接接头进行100%X射线检测,按照JB/T4730.2—2005标准,评定级别Ⅱ级,结果发现近30%的底片中,在有效评定区域内,阀门侧的热影响区和母材区域存在大量的条形和圆形超标缺陷,而管道一侧及焊缝熔合区的缺陷符合标准范围。
问题出现后,业主及时与阀门供应商取得了联系,该供应商很快派人前往项目现场,带来了在生产该批阀门时委托当地的检测机构所做的阀体、阀盖的射线检查报告。该批部件采用的无损检测标准为ASME B16.34(参考ASTM E—446),从提供的射线检测报告看,该批阀门的铸件(阀体、阀盖)合格(由于外方未带底片,故未能对底片进行复审)。
既然阀门和管材均合格,为何焊接后产生如此大量的缺陷?我们排除了焊接缺陷产生的种种可能性,最后将目光集中在阀门铸钢件所采用的无损检验标准上。
3.原因分析
(1)缺陷的图形如下:
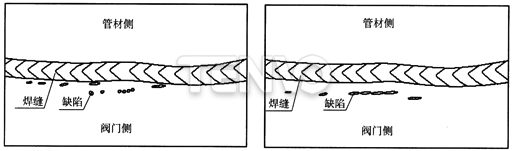
(2)目前对阀门铸钢件进行射线照相检验标准国内和国外都有。本批进口阀门铸钢件无损检测采用的标准是ASME B16.34 —2004,验收参考ASTM E—446《厚度等于和小于2in的钢铸件的标准参考射线照片》,合格等级见表1。
| 缺陷类型 | 种类 | 验收的比较图片E-446 |
| 气孔 | A | A2 |
| 夹砂 | B | B3 |
| 缩孔1型 | C | CA2 |
| 缩孔2型 | C | CB3 |
| 缩孔3型 | C | CC3 |
| 缩孔4型 | C | CD4 |
| 热裂和裂纹 | D、E | 无 |
| 夹渣(铸模、型芯) | S | 无 |
ASME B16.34—2004 (参考ASTM E446)采用的是验收的比较图片的形式,标准中对各类缺陷有各种图片,用户通过将RT底片与标准片比较,进行缺陷定级。对焊接坡口,无具体的等级规定,也笼统采用铸件评级标准。
如果按上表对阀门焊接坡口部位进行验收,则各类缺陷的等级为2级~4级。该等级对铸件本体来说可以接受,但对将与管材进行焊接的阀门焊接坡口处则等级偏低。
根据现场施工的经验,一般焊接式的铸钢阀门其坡口处如按照ASME B16.34—2004 RT检验,控制等级为1级~2级方可满足管道施焊的要求。
(3)如果该批阀门的铸件采用国内标准进行射线检测和评级,情况如下:
目前国内阀门铸件的标准为GB/T 12230—2005~通用阀门不锈钢铸件技术条件》、JB/T 7248—1994《阀门用低温钢铸件技术条件》。其中引用的无损探伤标准为GB/T 5677《铸钢件射线照相及底片等级分类方法》和JB/T 6440—1992《阀门受压铸钢件射线照相检验》。JB/T 6440中规定铸钢件不允许有裂纹及内冷铁、泥芯撑未熔合缺陷存在。铸钢件RT验收合格等级应不低于表2规定:
| 缺陷类型 | 壁厚,mm | |
| <51 | ≥51 | |
| 合格等级 | ||
| 气孔 | 2 | 3 |
| 夹砂或夹渣 | 3 | |
| 缩孔、缩松 | 2(线状),3(树枝状) | |
该标准中还明确:对于与管道焊接连接的阀门,即焊接坡口的验收等级,应提高一级或根据供需双方协议执行;供需双方有协议时,铸钢件的射线检测等级按协议执行。
(4)该批阀门焊接坡口处如果按ASME B16.34—2004射线检测标准进行检验,适用的控制等级应定为1级~2级。如果按JB/T 6440标准进行检查,适用的等级为:气孔1级、夹砂或夹渣2级、线状缩孔缩松1级、树枝状缩孔缩松2级。由于选用标准体系的不同,造成对焊接缺陷的评定结果出现较大的差异。
4.对该批阀门的处理情况
对该批进口阀门进行现场返修或退货。要求国外供应商提供补焊的工艺评定和工艺规程。我方进行审核确认后,由国外供应商进行补焊。补焊后重新射线照相检测,达到评定标准的予以接收。补焊只允许进行一次。反之,做退货处理。
5.结束语
(1)通过上述分析,可以看出,本批阀门与管道焊接后在阀门侧热影响区和母材区产生大量圆形和条形缺陷的原因,是阀门制造商在阀体生产过程中和进行射线检测时,对适用的技术标准和规范没有透彻理解,所提供的焊接阀门从材质到射线检测报告虽然合格,但并不适用阀门与管道焊接坡口处的质量要求。
(2)区别于国家标准,国外如:APl600、APl6D、BSl873等阀门设计、制造标准中,对阀门焊接坡口的RT检验等级均无特别规定,一般均建议与用户协商而定。在工程实践中,如果阀门为焊接端,业主在采购订货时,尤其是从国外进口时,必须在采购合同中明确相关的无损探伤方法、部位、标准、验收等级等技术条件。
(3)在选用国外阀门时,应控制铸钢阀门端口20mm范围内缺陷的尺寸。满足焊接后焊缝射线检测标准的要求。
(4)建议对进口阀门制订完整的验收规范和标准。




















