手轮在运输过程中容易受到撞击而损坏。铸铁手轮性脆易断,可采用焊接、粘接、铆接修复。
1.焊接修理
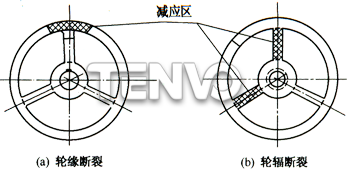
焊接前将断裂处加工成V形坡口,若手轮为灰铸铁材料,可用自制的铸铁气焊条,熔剂为硼砂,采用弱还原火焰烧焊。焊接时把手轮放置水平状态,首先用焊枪在减应区加热,使温度升到红热状态(500℃以上),然后用焊枪吹掉断裂处氧化物,再进行焊接。焊完后,在减应区逐渐减温至300℃以下,停止加热自冷。也可用电弧焊补焊。
轮辐断裂烧焊的减应区在断裂处的轮缘上,如图9-4(a);轮缘断裂烧焊的减应区在断裂处的轮辐上,如图9-4(b)。
断裂处焊接修复后,应在砂轮上将焊缝打磨光滑,并按规定涂漆。
2.粘接和铆接修理
手轮局部产生裂缝,可在裂缝中间钻孔攻丝,埋一只螺钉即可。为了增加强度,还可在裂缝部位再用环氧化树脂粘两层玻璃布。如图9-5中螺钉部位。
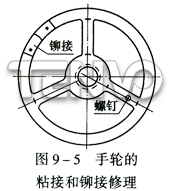
手轮断裂后,可采用铆接工艺修理。在手轮断裂处的反面,用砂轮开一个槽,槽深2~5mm,将2~5mm的钢板嵌入槽中,再用铆钉或螺钉连接。修复后,打磨光滑。为了使铆接更加牢固,还可用铆接和粘接复合方法。
天沃-电动调节阀,与您资料共享!




















