一、垫片安装前的准备
垫片属于易损件,在阀门中它与填料是更换量最大、最频繁的零件。垫片选择和安装质量是直接关系静密封点是否“跑冒滴漏”,能否保证安全的大问题。
1.垫片尺寸的确定
垫片尺寸可按JB 1718—75标准执行(适用于灰铸铁和可锻铸铁阀门的阀门体和阀门盖连接处)。垫片形式如图7—3所示,其尺寸见表7—4。在实际工作中,对于非标准垫片或现场现制的垫片,可按原垫片制作或在阀门上测量尺寸。其垫片内外径尺寸,光滑面法兰用垫片的内径比实际直径大些,垫片的外径基本与光滑面外圆一致,如果考虑定位不便,可将垫片的外径加大至螺栓内侧,以螺栓定位。垫片的宽度选定,一般在使用材料的正常比压下,试压不漏就可以了,不宜过宽,垫片过宽施加很大的压紧力,还会密封不严;也不宜过窄,垫片过窄容易泄漏,压紧力过大后,还会损坏垫片。
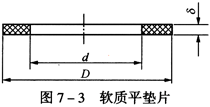
| d | D | δ | d | D | δ | ||||
| 尺寸 | 偏差 | 尺寸 | 偏差 | 尺寸 | 偏差 | 尺寸 | 偏差 | ||
| 18 | +0.5 | 26 | -0.5 | 1.5 | 68 | 0.5 | 82 | -0.5 | 1.5 |
| 20 | 28 | 70 | 85 | 2 | |||||
| 22 | 30 | 75 | 90 | ||||||
| 24 | 32 | 85 | 100 | ||||||
| 27 | 35 | 90 | 110 | ||||||
| 30 | 38 | 95 | 115 | -1.0 | |||||
| 33 | 43 | 105 | 125 | ||||||
| 36 | 46 | 110 | 130 | ||||||
| 39 | 50 | 115 | 135 | ||||||
| 42 | 52 | 130 | 150 | ||||||
| 45 | 58 | 135 | 155 | ||||||
| 52 | 65 | 140 | 160 | ||||||
| 56 | 70 | 160 | 190 | ||||||
| 60 | 75 | 185 | 215 | 3 | |||||
2.平行垫的制作
将板材制作成垫片的方法很多,大致可分为錾制、锯制、剪制、切制、冲制、车制等。
(1)錾制垫片。錾制垫片
适用于现场制作。錾制工具与一般钳工用的錾子不同,它是用薄的工具钢和废旧锯条制成,有平錾刀、曲錾刀等,其形状如图7—4所示。刃口夹角为15°~300°。
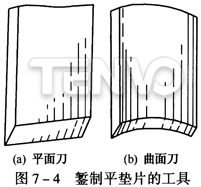
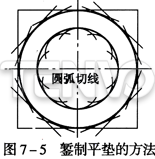
图7—5是錾制方法。先用圆规按尺寸在板材上划线,用剪板机或平錾刀先下料成方块,再用曲面錾刀沿内圆线錾制内圆,一般沿内圆线錾制二周即可。接着錾制外圆,外圆用平錾刀切割,一般沿外圆线錾制两周即可。最后用平锉修整外圆,用半圆锉修整内圆。錾制过程中,板材应放在硬木板上进行,錾刀与板材保持垂直,錾切线过渡自然,垫片表面不允许有任何刀痕、扯撕、锤击痕迹,边沿应光滑,无毛刺、缺边等缺陷。有径向裂纹的垫片不允许使用。
(2)锯制垫片。使用手工锯按图7—5的加工线锯割垫片外圆。对石棉板进行图7—5錾制平垫的前去锯制时,要特别注意锯口周围“起毛”而影响垫片加工质量,解决办法锯割速度适当,反装细齿锯条进行加工。
(3)剪制垫片。剪制垫片有手工、机械加工两种。手工是用剪刀加工垫片,剪制的板材一般为石棉板、橡胶、塑料等。剪制方法如图7—6所示。图7—6中(a)是正确方法,便于目视检查,保证质量;图7—6中(b)是错误方法,在加工过程中无法用目视的方法检查。

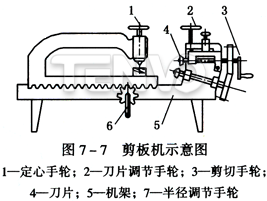
机械加工垫片的工具有电动剪板工具和剪板机。剪板机如图7—7所示。它特别适用剪切较大的垫片。对于油库来说,垫片用量不是很大,没有必要购置机械加工用电动剪板工具和剪板机。
(4)切制垫片。切制垫片常用的切垫片器,如图7—8所示。它使用方便,效率高,质量好,适于切制厚度1~4mm,直径15mm以上的垫片。油库可以自行加工制造切制器。
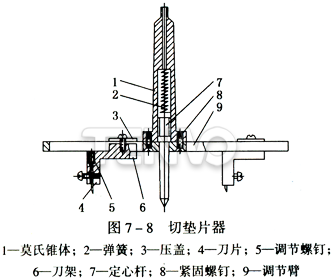
切制器的构造及工作原理。莫氏锥体与钻床主轴配用,锥体中间装有弹簧和定心杆,定心杆的尖端用于垫片的圆心定位,锥体顶部有泄气孔,以消除定心杆的阻滞现象。调节臂两端中间开有长形槽,能使刀架左右滑动,使刀片到定心杆尖端的距离等于垫片内圆或外圆的半径。两个刀架可以在调节臂的长形槽中调换1800的位置,松开或紧固压盖上的螺钉可使刀架移动或固定。刀片插入刀架上的扁形孔并用螺钉固定,刀架和刀片上方的调节螺钉可调整刀片的上下或长短。两只刀片可用废旧锯条制成,切制垫片外圆的刀片刃口朝外,切制垫片内圆的刀片刃口朝内。两刀片应为等高,或者切内圆刀片略高于外圆刀片。这样,切制垫片时可同时切断其内外圆,或者内圆比外圆早切断。如果垫片的外圆比内圆早切断,垫片不能用手固定,内圆刀片会带动垫片旋转而切不断。
切制垫片时,将切垫片器装在钻床主轴上,工作台上垫一块硬木板,表面应平整并与切垫片器的定心轴垂直,按垫片尺寸调节两刀片至定心杆尖的距离,然后试转,检查尺寸是否正确,确定无误后再正式切断垫片。刀片伸出长度约超出垫片的厚度,伸出太长会使刀片折断。切制垫片适于大块板料,否则将操作不便和不安全。切制后的余料,还可用钉子钉在或卡具固定在木板上再切制较小的垫片。
(5)冲制垫片。冲制平垫分手工和机械两种。机械冲制是用加工垫片的专用模具在冲压机床上冲制,生产效率高、质量好,但需要专用模具,适用大批量的生产。
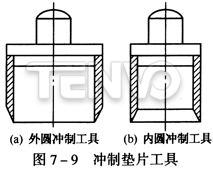
手工冲制垫片是利用图7—9工具进行冲制。冲制工具用工具钢制成,刀口硬度高且刀口夹角要小而锋利。手式冲制工具油库可以自行制造。
(6)车床车垫片。用车床进行加工平垫片的方法分为内夹紧法、顶压紧法、外夹紧法、内外夹紧法等。车床加工的垫片质量好,可加工金属垫片、非金属垫片、套料垫片,并节约板材。
图7一10是内夹紧法。加工一根带有肩台、安装垫料的轴、一块挡板、一块夹板和锁紧螺母。将带肩台的一端夹在卡盘上,肩台处放置一块挡板,将方块垫料套在轴上,上好夹板,拧紧螺母即可。加工时应先车外圆,后车内圆。这种内夹紧方法简单易行。
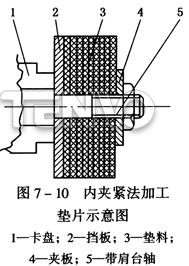
图7一11是顶压夹紧法。加工一根带有肩台、安装垫料的轴和顶盖。将带肩台的一端夹在卡盘上,将方块垫料套在轴上,用车床尾架上的活顶针把顶盖压紧,向垫料施加压力。当顶紧、锁好尾架顶针即可加工。此法夹持的垫料不宜太多,否则,顶压不紧而造成车削时的垫片打滑。
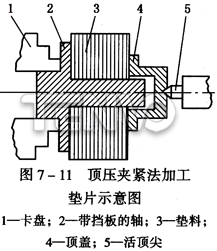
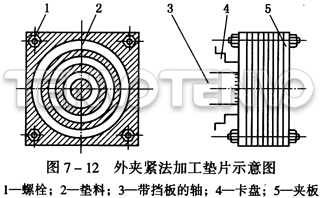
图7—12是外夹紧法。用管子加工一根夹紧垫料的轴和两块挡板,在轴部端垂直焊接一块挡板,挡板的四角钻孔。加工前,先用四只螺栓把挡板,垫料和夹板一起夹紧,将带挡板轴夹在车床卡盘上,用车刀从内向外套车垫片,加工垫片的规格从小到大。外夹紧法比较麻烦,但加工过程中垫料不会滑动,适用加工大的垫片。
天沃-电动调节阀门,与您资料共享!




















