焊接修补是阀门常用的一种修复方法。
阀门的破损主要出现在铸铁阀门上。铸铁性脆、可焊性差,给阀门修复带来一定困难。因此,在铸铁件上进行焊修时,应严格遵守操作规程,按照技术要求施焊,才能保证焊接修复质量。
(1)补焊方法及工艺规范。铸铁常用补焊方法及工艺特点见表9-2。铸铁电焊条选用见表9-3。目前有一种自制的奥氏体铜铁焊条焊补铸铁件,效果很好。其制备方法是将镍铬丝穿在紫铜管内,紫铜管外敷药皮,用电炉烘干而成,见表9-4。铸铁补焊电流范围参考表9-5。
| 焊补方法 | 分类 | 工艺特点 |
| 气焊 | 热焊法 | 焊前预热600~650℃,呈暗红色,快速施焊。采用铸铁填充 材料,焊后加热650~700℃2,保温缓冷。焊件应力小,不易裂 纹,焊后可加工,硬度、强度与母材基本相同。但焊件壁较厚 时,难以焊透 |
| 冷焊法 | 又叫不预热气焊法。工件焊前不需预热,用焊炬烘烤被焊工 件坡口周围或加热“减应区”。焊接过程中应注意加热“减应区” 的温度,一般为600~700℃,焊后缓冷。采用高硅量的气焊丝, 焊后不易产生裂纹,加工性能较好。但若加热“减应区”选择不 当或温度不当,会有较大的残余应力存在 |
|
| 钎焊 | 用气焊火焰加热,一般用黄铜丝做钎料,焊后可加工,但强 度较低,耐温性能也较差;主要优点是不易产生裂纹,焊接几 何质量较好。常用于载荷强度不高或应力较大的铸件的补焊 |
|
| 电弧焊 | 热焊法 | 焊前将零件预热至600~650℃,快速施焊,焊后缓冷。适用 于小型铸件热焊或者大型铸件的局部预热焊 |
| 半热 焊法 |
焊前整体或局部预热至300~400℃,快速施焊,焊后缓冷, 创造“石墨化”条件,适于铸208等焊条。对于应力较小处可采 用电弧切割坡口,使局部造成预热条件,并借焊接过程中的热 量促进“石墨化”作用 |
|
| 电弧焊 | 冷焊法 | 即常温焊接。工件无需预热,这种方法应用较广泛。多采用 非铸铁组织的焊条,严格执行“短弧、断续、小规范”的要点。 多用于球墨铸铁的阀门体和阀门盖的焊补 |
| 速冷 焊法 |
在坡口周围预先敷盖湿布或湿泥团,每段焊完后立即用冷空 气或石蜡、冷水冷却焊缝,以吸收焊缝热量,减少受热面积, 采用回火焊道减少热裂纹。适于非加工面的施焊 |
|
| 焊条名称 | 统一 牌号 |
符合国 家标准 |
焊芯 成分 |
药皮 类型 |
焊缝金属 | 电源种类 | 用途 |
| 氧化型钢芯 铸铁焊条 |
铸100 | TZG-1 | 碳钢 | 氧化型 | 碳钢 | 交、直流 | 用于焊后不需 要加工的一般灰 铸铁 |
| 高钒铸铁 焊条 |
铸116 铸117 |
TEG-3 TZG-3 |
碳钢或 高钒钢 |
低氢型 (高钒 药皮) |
碳钢或高钒钢 | 直流 (反接) 或交流 直流 |
用于强度较高 的灰铸铁(否则 焊缝易剥离)、 球墨铸铁、可锻 铸铁 |
| 钢芯球墨 铸铁焊条 |
铸238 | 碳钢 | 石墨型 | 球墨铸铁+碳钢 | 交、直流 | 球墨铸铁件补 焊。球墨铸铁预 热至500℃,焊 后热处理 |
|
| 铸铁芯 铸铁焊条 |
铸248 | 灰铸铁 | 石墨型 | 灰铸铁 | 交、直流 | 厚壁铸铁件 补焊 |
|
| 钢芯墨化到 铸铁焊条 |
铸208 | 碳钢 | 石墨型 | 灰铸铁 | 交、直流 | 一般灰铸铁, 需预热至400℃, 刚度较小的零件 可不预热 |
|
| 纯镍铸铁 焊条 |
铸308 | TZNi | 纯镍 | 石墨型 | 纯镍 | 交、直流 | 用于重要的灰 铸铁件,压力较 高的重要铸铁 件,焊后加工性 能好 |
| 镍铁铸铁 焊条 |
铸408 | TZNiFe | 镍铁 合金 |
石墨型 | 镍铁合金 | 直流 (正接) 或交流 |
用于强度较高 的灰铸铁和球墨 铸铁。加工,但 熔合区稍硬 |
| 镍铜 (蒙耐尔) 铸铁焊条 |
铸508 | TZNiCu | 镍铜 合金 |
石墨型 | 镍铜 合金 |
直流(正接) 或交流 |
用于灰铸铁, 抗裂性好,加工 性较好,但强度 较低 |
| 铜铁铸铁 焊条 |
铸607 | TXCuFe | 紫铜 | 低氢型 | 铜铁 合金 |
直流 (反接) |
用于一般铸铁 件,加工性能差, 而塑性好,抗热 应力裂纹性能 好,但强度较低 |
| 铜铁铸铁 焊条 |
铸616 | TZCuFe | 铜芯铁 皮或铜 包铁芯 |
低氢型 或钛钙 型 |
铜铁 合金 |
交、直流 | 灰铸铁,抗裂 性与加工性尚 可,强度低 |
| 紫铜管 | 铜丝牌号 | 钢丝直径 | 焊条长度 | 药皮外径 | 主要用途 | |
| 外径 | 内径 | |||||
| φ4 | φ2 | OCr18Ni9 | φ1.6 | 250±3 | φ5.5~5.8 | 用于壁厚8mm以上, 要求焊缝强度较高,加 工性要求不高的断裂焊 接修复 |
| φ3 | φ2 | Cr15Ni60 | φ1.5 | 250±3 | φ4.3~4.5 | 用于有加工要求,受 力较大或有密封压力要 求,壁厚在5ram以上的 断裂或有凹坑缺陷的焊 接修复 |
| φ3 | φ2 | Cr20Ni80 | φ1.8 | 250±3 | φ4.3~4.5 | 用于有较高机械加工 性,受力要求不大的断 裂修复 |
| φ2 | φ1 | OCr18Ni9 | φ0.8 | 160±2 | φ3.0~3.2 | 用于壁厚小于4mm, 有0.2~0.3MPa密封压 力要求,加工要求不高 的断裂修复 |
| 坡口类型 | 焊缝形式 | 焊件厚度或坡口深度/mm | 焊条直径DN/mm | 焊接电流/A |
| 单面坡口 | 2 | 2 | 55~60 | |
| 2.5~3.5 | 3.2 | 80~100 | ||
| 4~5 | 3.2 | 90~120 | ||
| 4 | 130~150 | |||
| 5 | 140~180 | |||
| 5-6 | 4 | 140~160 | ||
| 双面坡口 | 6~12 | 4 | 160~180 | |
| 12 | 4 | 160~200 | ||
| 单面坡口 | 2 | 2 | 55~60 | |
| 3 | 3.2 | 80~100 | ||
| 4 | 3.2 | 90~110 | ||
| 4 | 130~160 | |||
| 5~6 | 4 | 150~180 | ||
| 5 | 150~200 | |||
| 7 | 4 | 150~180 | ||
| 4 | 160~200 |
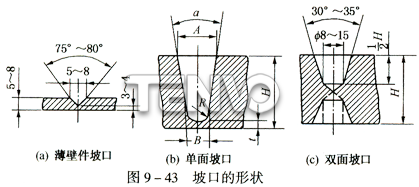
(2)止裂孔、坡口的形式及尺寸,见图9-42和图9-43,表9-6和表9-7。

| 壁厚尺寸 | 止裂孔直径 |
| 4~8 | φ3~4 |
| 8~15 | φ4~6 |
| 15~25 | φ6~8 |
| 25以上 | φ8~10 |
| H | B | A | R | a | t |
| 15~40 | 10 | 15~20 | 16~18 | 5~8 | 完全除掉裂纹厚度 |
| 40~80 | 15 | 30~50 | 28~30 | 8~12 |
(3)防止裂纹的措施。焊接修复时应防止产生新的裂纹,其措施是:
①铸铁补焊时应尽量选用小电流、细焊条、短弧焊。焊接速度不宜太慢,避免过大的摆动,减小温度扩散。
②短焊道、间隔焊。根据被焊母材的厚度,按10~30mm为一段,工件越薄则焊道应越短,分散在不同处起焊,以避免应力叠加。
③采用加热“减应法”。所谓加热“减应法”就是在焊前与焊接过程中,用火焰加热铸铁零件的适当部位,该部位受热变形,使焊接处预先产生向外的应力。经焊后,该部位冷却,预加在焊缝处的应力消失,从而减小了焊接应力,避免裂纹。加热的部位叫做加热“减应区”,其温度一般为600~700℃。“加热减应区”的选择很重要,需了解零件热胀冷缩规律,掌握应力分布情况。加热“减应区”一般应选在焊道收缩时而受力的相邻、相关、对称的部位。
④选用适当的焊条。如铜基焊条、高钒焊条、碱性焊条等,其抗裂性较好。同时还应注意填满弧坑,收弧时再次填补,避免火口裂纹。
⑤锤击焊缝。每次熄灭弧后,熔池刚凝固时,应立即锤击焊缝,以松弛焊缝收缩应力,防止产生热应力裂纹。
(3)防止气孔产生的措施。产生气孔的主要原因是在烧焊过程中,自由态石墨被烧损,形成的一氧化碳未来得及析出,被凝固到金属中形成气孔。同时空气中的氧、氮、氢等气体也会渗入熔池,尤其是铜基焊条或黄钢钎焊时,铜易吸附空气中的氢而形成针孔。坡口处理不干净,有油污、水分存在,也容易使焊道中产生气孔。为了防止气孔的产生,应注意以下几点:
①焊前必须将坡口及缺陷部位清理干净。可采用碱水刷洗、汽油清洗或用氧乙炔焰烧净油污,再用钢丝刷子刷干净。
②焊条在使用前应烤干,特别是低氢型与石墨化型焊条,用前必须经150~200℃烘烤2h,使药皮吸的潮气完全烘干,然后使用。
③如果采用多层焊,在每焊完一层后,必须经冷却,并认真清理焊渣,再焊第二层。
天沃-气动调节阀,与您资料共享!




















