阀门体和阀门盖是阀门的主体零件。金属阀门分为锻造和铸造两类,锻造阀门一般在公称直径80mm以下,较大公称直径的阀门多采用铸造。阀门和阀门盖承受介质的压力,温度和腐蚀,加之铸铁性脆、铸造中的缺陷,容易出现泄漏和破损现象。
油库使用的阀门主要是铸钢和铸铁阀门。由于铸造中容易产生夹碴,气孔和松散组织,在介质腐蚀和压力冲刷下,就会出现冒汗或泄漏现象。在修补这些缺陷时,要首先弄清阀门冒汗或泄漏的部位,采用相应的措施修补。
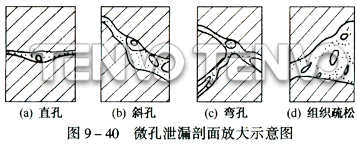
1.孔洞的形式
本体中产生的孔洞形式有直孔、斜孔、弯孔和组织松散等四种形式,如图9-40所示。
2.渗透胶补法
对于局部小孔的泄漏,采用渗透胶粘剂修补是最常用的方法。渗透剂可采用有机渗透剂和无机渗透剂。
有机渗透剂耐介质性能好,但耐温性能比无机渗透剂差,仅适用于温度≤150℃,工作压力≤4MPa的中、低压阀门。
AIS-10型厌氧渗透剂具有粘度小,渗透力强,固化时收缩率小,可常温固化等特点。它是以丙烯酸酯类为主体,添加引发剂,促进剂,表面活性剂及阻聚剂等成分而组成。具有耐溶剂、耐油、耐水、耐湿热等优良性能。适用于孔洞不大于0.3mm的铁、铝、铜及其合金件的密封。
AIS-10型厌氧渗透剂渗透工艺过程是:用金属清洗剂或碱液将缺陷处清洗干净并干燥,抽尽空气后把渗透剂注入真空釜中约5min,取出工件放置5min,用清水或带有清洗剂的溶液冲洗,再用含促进渗透的水溶液处理5min后取出,放人室温固化。24h以后,方可试压。
无机渗透剂耐温性能好,能耐600℃的高温,但耐水质性能较差,适用于空气、油品类等介质。
近几年来,采用的循环堵漏工艺,对低、中压阀门的渗漏修复很有实际意义。其主要配方是水玻璃、金属氧化物粉末及含胶有机物等。这种浸透液按1:3~1:4的比例配水。其颜色呈棕红色。这种浸透工艺,对铸铁件非常适用。可以局部渗透,也可以整体渗透。其基本工艺是:
(1)首先对零件进行表面清洗,尤其对缺陷部位要严格清洗。清洗剂可用苛性钠,磷酸三钠等。清洗后应晾干,方可正式渗透粘补处理。
(2)将零件(阀门体或阀门盖)放人容器内,注入70~80℃的渗透剂溶液,将零件淹没,并将容器密闭加压,压力应大于0.5MPa,使渗透浪冲击转动。加压介质可以是渗透液本身,也可以是气体。
(3)5~1Omin后,将零件取出,擦净非缺陷处,然后在室温下晾干,晾干时间一般为1~4天,使渗透液固化。
(4)如果零件仅局部有明显的小孔,则可用注射器将渗透液直接注入小孔,再用空气加压渗透,这样可以简化操作,效果也很好。
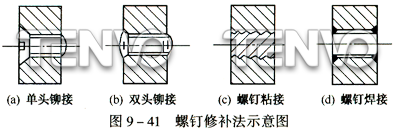
本体小孔的螺钉修补
阀门体或阀门盖上缺陷较大,而孔型基本上为直孔时,可用钻头钻除缺陷,再用螺钉或销钉将孔洞堵塞,然后进行铆接、粘接或焊接,见图9-41。
天沃-电动调节阀门,与您资料共享!




















