所谓阀杆头部是指阀杆端的球面、顶尖、顶楔、连接槽等与关闭件连接的部位。这些部位由于受力大,又与介质接触,容易磨损和腐蚀。
1.锉削修复
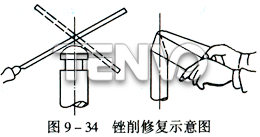
阀杆头部的球面或顶尖的损坏时,可先用锉刀锉削,然后再用砂布打磨,见图9-34。修理后的球面应圆滑,其粗糙度不应高于3.2。
2.堆焊修复
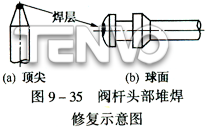
阀杆头部或阀杆凸台磨损或损坏时,可采用堆焊的方法修复,见图9—35。堆焊时,可用手工电弧堆焊,也可采用氧焊堆焊。由于阀杆头部应具有耐磨和耐腐蚀的要求,其堆焊材料应具有耐蚀性和一定的硬度。一般可用2crl3焊条或焊丝。对于高温、高压阀门可堆焊硬质合金。堆焊后,再根据阀杆头部几何尺寸加工成形。
3.镶圈修复
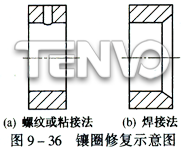
对中压、低压阀门的阀杆,当阀杆凸台损坏后,采用镶圈的方法修复很简便,镶圈时,先将阀杆上的损坏部位车削掉,留有一定高的凸台,用以加工螺纹进行组合(细牙螺纹)。按图9-36所示结构加工镶圈。
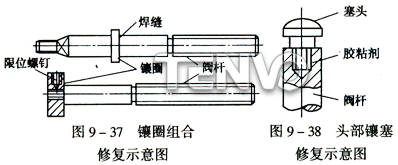
组合时,用螺钉固定,也可用胶粘剂固定。对于焊接式镶圈组合,采用焊接方法把镶圈固定在阀杆上,见图9-37。
4.头部镶塞修复
头部镶塞修复方法,如图9-38所示。修理时,先将阀杆头部损坏部位车削掉,再按阀杆头部尺寸要求加工镶塞,与阀杆螺纹连接组合,用粘接或点焊方法固定。
5.阀杆连接槽修复
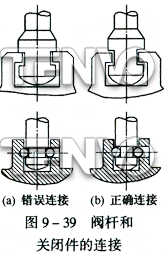
阀杆连接槽分为矩形、圆弧形等。矩形一般是与闸板连接,圆弧形一般是与截止阀阀瓣连接。阀杆通过连接槽和关闭件连接,由于连接槽制作不精、装配不当,使连接槽过小或过大,都会影响阀门正常关闭。有的连接槽,因顶心磨损,槽上部与关闭件接触,造成顶心悬空,影响正常的关闭。图9-39(a)是错误连接,图9-39(b)是正确连接。错误连接主要是阀杆头部悬空,这种连接关闭时,阀杆传递力不能正确地加在关闭件上,影响阀门关闭的可靠性。其修理方法是将连接槽上部用锉刀锉削1~3mm。修复装配时,使阀杆头部球面能落在关闭件的槽上,且阀杆能自由摇动或转动,阀杆连接槽上部应留有l~2mm。
截止阀阀杆与阀瓣是用卡环连接的。由于阀杆连接槽腐蚀、磨损,使阀杆与阀瓣连接不牢,甚至脱落。其修理方法是将阀杆和阀瓣连接槽同时扩大,重新配置卡环即可。连接槽损坏严重的,可采用缩切阀杆,或者镶塞的方法局部更换,参照图9-32(d)和图9-38。
天沃-不锈钢球阀,与您资料共享!




















