1、中国有关对接焊端标准规定
GB/T 12224-2005《钢制阀门 一般要求》标准规定,如果用户没有另行规定,对接焊端应按图所示形式加工坡口。
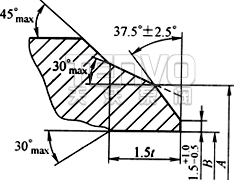
管子壁厚t≤22mm的焊接端
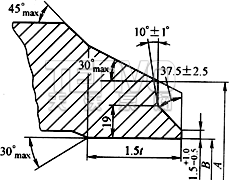
管子壁厚t>22mm的焊接端
1.虚线表示焊接坡口处的最大外形。
2.如果用户没有特殊规定,焊接端外表面应全部进行机加工,外焊层的外形轮廓可由制造厂选定。
3.相交处应稍稍倒角。
4.最小壁厚等于或小于3mm的阀门,其端部可加工成方形或倒圆。
2、美国对接焊端有关标准规定
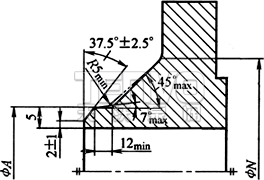
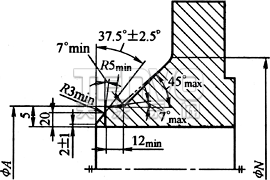
(1)ASME B16·5-2003《管法兰及法兰管件》规定如图所示。
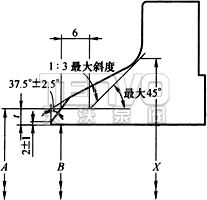
壁厚t=5~22mm的坡口
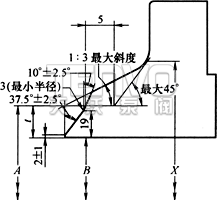
壁厚t>22mm的坡口
①当坡口处的颈部厚度大于与法兰相连接的管壁厚度,且在外径上提供了附加的厚度时,可采用带斜坡的焊缝,其斜度不大于1:3,或者从焊接坡口上等于配接管外径的那点,以同样的最大斜度或稍小一点的斜度,在较大外径上斜削。同样,当法兰内侧提供较大厚度时,则应以不超过I:3的斜度自焊端处制成锥孔。当本标准所规定的法兰要求使用在薄壁高强度管道上时,其坡口处的颈部厚度可以大于法兰所连接的管子的厚度,此时,可以规定单锥形颈,也可以改变在颈底处(尺寸×)颈部的外径。附加壁厚可提供在内侧或外侧,或每侧部分地加厚,但是总厚度不得超过配接管子公称壁厚的0.5倍。
②从直径A至直径×的过渡应以1:3最大斜度和虚线规定的最大和最小包络线内。
(2)ASME B16·25-2003《对接焊端》规定的焊接端过渡区的最大包给线如图所示。
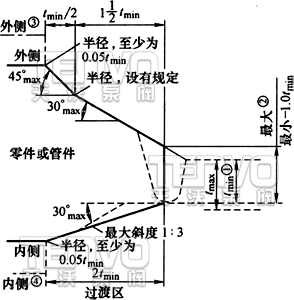
1.标出的焊缝斜度仅作说明。
2.应用规范允许的焊缝加强,可位于最大包络线的外侧。
①tmin可取以下各值中的任一个值:指定的管子最小壁厚;管子壁厚的O.875,即管子壁厚的下限偏差为12.5%;接头处于两个零件之间时,零件或接头(或两者较薄的一个)柱状焊端指定的最小壁厚。
②零件端部的最大厚度为:最小壁厚指定时,等于tmin+4mm或1.15tmin;壁厚指定时,等于tmin+4mm或1.10t(公称)。
③、④用最大斜率的过渡区,内、外表面不得交叉,虚线表示的轮廓线最大斜率交叉是不允许的。可用变更半径的办法予以避免。
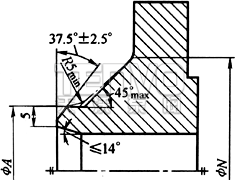
3、欧洲标准EN 1092-1:2001《法兰及其连接件-PN标识的管子、阀门、管件和配件用圆形法兰,第1部分:钢法兰》对接焊端的规定如图4所示。
壁厚t=5~22.2mm的焊接端
壁厚t>22.2mm的焊接端
不等壁厚用的允许倒角设计
1.对要求与公称壁厚小于4.8mm的铁素体钢管道连接的法兰,其焊接端应成形加工为小倒角或直角,由制造厂选定。
2.对于要求公称壁厚≤3.2mm的奥氏俸不锈钢管道连接的法兰,其焊接端应成形加工为小倒角。
3.对于与管道连接的法兰壁厚不应小于管道壁厚或超厚大于3mm。




















