本体裂纹、掉块破损和组织松散的修补,采用铆接胶封修补法,简便易行。胶封铆接修补法,见图9-47。
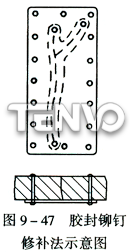
胶封铆钉修补法的操作程序是:
(1)钻止裂孔并清理缺陷处。
(2)制作加强板,准备铆钉(螺钉),加强板与本体贴合并配钻铆钉孔(螺孔)。
(3)选用适于工况条件和本体的胶粘剂。
(4)表面处理(包括化学处理)缺陷处、铆钉(螺钉)、加强板胶粘面。
(5)涂刷胶粘剂或填充填料于缺陷处,待-固化。
(6)涂刷胶粘剂于加强板、铆钉(螺钉)及其接触部位。直立扣合加强板,尽量排除粘合面空气,铆合铆钉(上紧螺钉)。
(7)除去残胶,固化后修整即可。
本体被损的粘补
本体破损的粘补方法有:填充法、塞柱法、贴布法、嵌块法等,见图9-48。
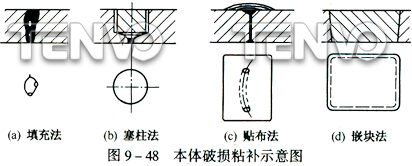
粘胶剂的选用应考虑本体和工况使用条件,如温度、压力等。常用粘胶剂修补方法工艺步骤和适用范围见表9-9。
| 粘补方法 | 工艺步骤 | 适用范围 |
| 填充法 | 清理孔洞缺陷,选用适于本体和工况条件 的胶粘剂,灌人孔洞中,或者用本体相同的 粉末与胶粘剂调和后填入孔洞中固化 |
适于小的铸造缺陷的 粘补 |
| 塞柱法 | 加工缺陷,配制塞柱,表面处理;选用适 于工况和本体条件的胶粘剂;涂刷胶液渗入 缺陷,填入塞柱,除净残液,固化即可 |
适于较大的铸造缺陷 的粘补 |
| 贴布法 | 一般缺陷表面处理,若裂缝需开坡口、钻 止裂孔;选用适于工况和本体条件的胶粘剂; 涂刷胶液渗入缺陷内,表面用胶填平;选用 处理过的玻璃布,层层涂胶,层层遮盖在缺 陷,待固化 |
适于短段裂缝、松散 组织等缺陷 |
| 嵌块法 | 除掉缺陷,加工成所需圆形、方形(直角应 圆弧过渡)凹槽或开孔;配制嵌块为内大外小 与凹槽或开孔吻合;表面处理,涂刷适于工 况和本体的胶粘剂;扣合嵌块,并施加一定 压紧力,胶层间隙应保持0.20~0.30mm。若 缺陷大、工作压力为lMPa以上,应在扣合处 栽丝和镶波浪键 |
适于缺陷大的松散组 织、破损处 |
天沃-金属硬密封蝶阀,
与您资料共享!




















